手机网移动端
手机网移动端

国内外轴承钢轧制新工艺
(1)奥氏体单相区轧制工艺; 精轧控制在奥氏体单相区内轧制。为最基础的轧制工艺,轧后产品性能一般,均需要做后期热处理。
(2)奥氏体区和奥氏体与碳化物两项区热轧工艺;
在奥氏体和铁素共同存在的Ar3~Ar1温度范围内进行的控制轧制。在两相区控轧的目的是为了获得更加微细的组织,以便在保证低温韧性不降低或稍有降低的前提下,使钢的强度、特别是屈服强度大幅度地提高
(3)热轧和在线球化退火相结合的生产工艺;
指红热的钢坯在单相区或两相区轧制后直接进行球化退火的轧制工艺。此工艺直接利用轧后成品的余温配合适当的冷却工艺,可得到较为理想的性能,且可节约能源,提高生产效率。
(4)低温加热轧制工艺;
低温轧制就是将钢坯加热到低于常规加热温度,在低于常规热轧温度下进行的轧制,更确切的说就是中温轧制,主要目的是降低坯料加热所需能耗,减少金属烧损,降低辊耗,提高产品表面质量,细化晶粒,从而改善产品的性能,可代替部分产品德热处理工艺。
(5)轴承钢冷变形工艺;
高碳轴承钢冷变形高塑性预处理工艺,其特征在于它包括以下步骤:
1)加热:将高碳轴承钢工件毛坯加热到Ac1~Accm之间;
2)保温:保温时间以高碳轴承钢工件毛坯的有效厚度来计算:t=lDmin,式中t为保温时间,D为工件毛坯的有效厚度,有效厚度的单位为mm,l为加热系数,l=1.5~2.0min/mm;
3)冷却:以7.6℃/min的冷却速度冷却至500℃,然后空冷至室温。该工艺可有效地提高热处理后工件毛坯的冷变形塑性。
(6)等温轧制工艺;
等温轧制技术是在精轧机的整个轧制过程中,即轧件进入精轧机组开始到轧制终了均能保持轧件头尾温度一致,要有在线保温箱(升温设备)对轧件进行保温。此工艺可保证产品通条综合性能的统一,可扩大品种范围,可增加卷重。
一、轴承钢的类型

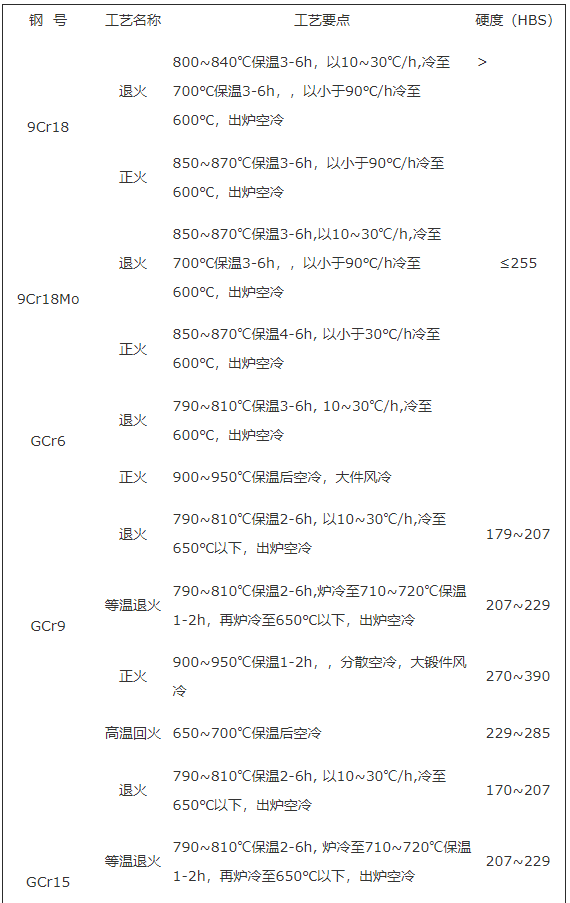
二、轴承钢预备热处理规范

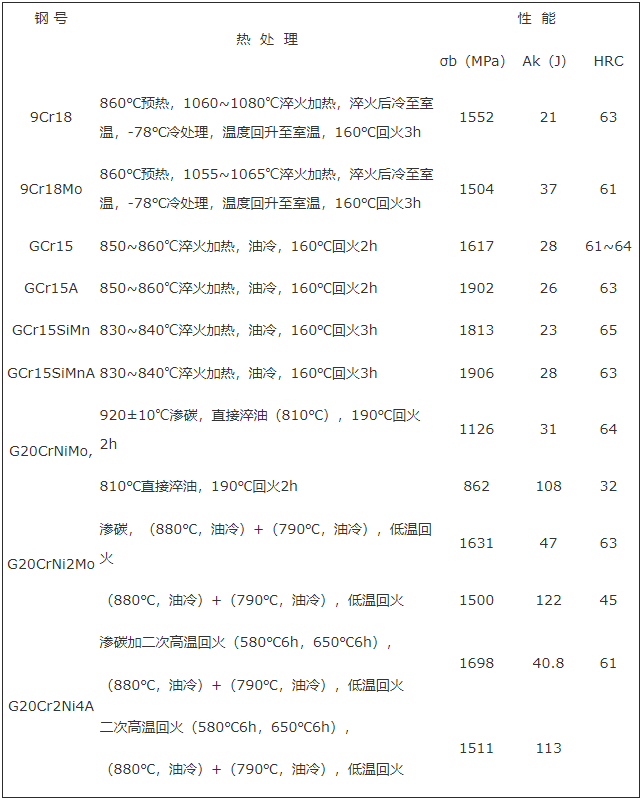
三、轴承钢淬火回火工艺参数

四、部分轴承钢热处理后的性能